愛品網(wǎng) IPNO.CN
b2b免費推廣平臺
掃掃有驚喜


涂塑絲包塑絲 品質(zhì)保障 廠家生產(chǎn)鍍鋅絲河北 |
||||||||||||||||||||
|
||||||||||||||||||||
鍍鋅鋼絲的拉拔工藝分別有先鍍后拔、中鍍后拔,、混合鍍拔三種,接下來小編帶您詳細(xì)了解這三種工藝流程:
1,5,1,3,1,1,7,0,6,9,5,
1.先鍍后拔工藝:為提高鍍鋅鋼絲性能,采用鋼絲鉛悴火,、鍍鋅后再拉拔至成品的工藝稱先鍍后拔工藝.
典型工藝流程為:鋼絲-鉛淬火-鍍鋅-拉拔-成品鋼絲.先鍍后拔工藝是鍍鋅鋼絲拉拔方法中流程的一種,可用于熱鍍鋅或電鍍鋅后拉拔.
熱鍍鋅后拉拔較先拔后鍍鋅鋼絲力學(xué)性能好,電鍍鋅后拉拔使鋅層致密耐.兩者均可得
冷鍍鋅(電鍍鋅)是在電鍍槽內(nèi)通過電流單向性使鋅逐漸鍍上金屬外表,生產(chǎn)速度慢,鍍層均勻,厚度較薄,通常只有3-15微米,外觀光亮,耐腐蝕性差,一般幾個月就會銹蝕.
相對熱鍍鋅,電鍍鋅生產(chǎn)成本較低.
冷鍍鋅和熱鍍鋅區(qū)別:
冷鍍鋅和熱鍍鋅區(qū)別就是上鋅量不同,可以從顏色識別它們,冷鍍鋅顏色發(fā)亮發(fā)銀白色帶有-.熱鍍鋅發(fā)亮發(fā)白色.
熱鍍鋅應(yīng)用范圍:
由于所得的鍍層較厚,熱鍍鋅較電鍍鋅有更好的防護(hù)性能.1,5,1,3,1,1,7,0,6,9,5,
采用優(yōu)質(zhì)的低碳鋼經(jīng)過拉拔成型、酸洗除銹,、高溫退火,、熱鍍鋅、冷卻等工藝流程加工而成.一般鍍鋅絲的生產(chǎn)流程是盤條--大拔--退火--中拔--退火--鍍鋅
所得的鍍層較厚,熱鍍鋅較電鍍鋅有更好的防護(hù)性能,因此是用于嚴(yán)酷工作環(huán)境的鋼鐵制件的重要保護(hù)鍍層.
鍍鋅鐵絲鍍前消除應(yīng)力凡最大抗拉強(qiáng)度大于1034Mpa的關(guān)鍵,、重要件鍍前應(yīng)在200±10℃下消除應(yīng)力1小時以上,滲碳或表面淬火件應(yīng)在140±10℃下消除應(yīng)力5小時以上.清洗所用的清洗劑應(yīng)對鍍層的結(jié)合力無影響,對基體無腐蝕
鍍鋅鐵絲酸活化酸活化液應(yīng)能除去零件表面的銹蝕產(chǎn)物,、氧化膜(皮),對基體無過腐蝕.鍍鋅鐵絲可使用鋅酸鹽鍍鋅或氯化物鍍鋅等工藝,應(yīng)使用合適的添加劑以獲得能滿足本標(biāo)準(zhǔn)所要求的鍍層.
1,5,1,3,1,1,7,0,6,9,5,
網(wǎng)站首頁 | 付款方式 | 關(guān)于我們 | 信息刪除 | 聯(lián)系方式 | 服務(wù)條款 | 版權(quán)隱私 | 網(wǎng)站地圖 | 專題 | 排名推廣 | 廣告服務(wù) | 積分換禮 | 網(wǎng)站留言 | RSS訂閱 | 鄂ICP備14015623號-2
愛品網(wǎng)是一個開放的平臺,信息全部為用戶自行注冊發(fā)布,!并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,,需用戶自行承擔(dān)信息的真實性,圖片及其他資源的版權(quán)責(zé)任! 本站不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任,。
如若本網(wǎng)有任何內(nèi)容侵犯您的權(quán)益,,請聯(lián)系: [email protected]
?2012-2021愛品網(wǎng) 免費信息發(fā)布平臺,免費推廣平臺,免費B2B網(wǎng)站愛品網(wǎng) 10dcg.com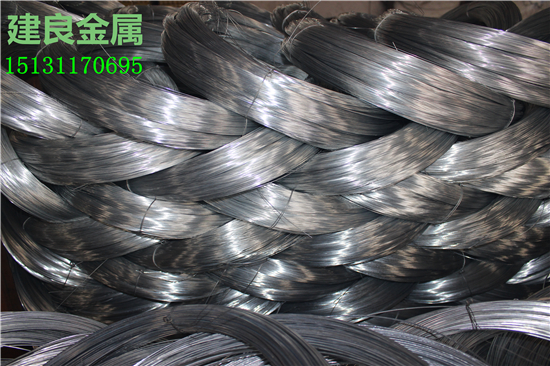





證")
證")
認(rèn)證")
證")