愛品網(wǎng) IPNO.CN
b2b免費推廣平臺
掃掃有驚喜


3×5米機床工作臺常規(guī)打孔 機床平臺鐵水澆筑成型 |
||||||||||||||||||||
|
||||||||||||||||||||
學(xué)會這幾招,生產(chǎn)的機床工作臺再也不粘砂了!
在統(tǒng)計機床工作臺質(zhì)量時,發(fā)現(xiàn)竟然商品變構(gòu)成了數(shù)量位的問題,所以想說一說鑄件變形以及處理方法.何謂鑄件變形,望文生義,就是機床工作臺的外形改動了.外形改動包括外形改動和尺寸改動.復(fù)雜一句話,機床工作臺的實踐情況與圖紙不符.那麼,機床工作臺變形發(fā)生的緣由是什麼呢?由于是熔模精細(xì)鑄造,所以從消費的每個流程停止剖析.首先,蠟?zāi)OM:蠟?zāi)H⌒?假如模具出型不暢,蠟件就有能夠變形;蠟?zāi)@洹[放也是蠟?zāi)W冃伟l(fā)生的緣由;蠟?zāi)=M合也會形成蠟?zāi)W冃?假如輕之任之,后果就是鑄件變形.在日本的一本熔模精細(xì)鑄造書籍上引見,蠟?zāi)5臉?gòu)造包括澆口也是蠟?zāi)W冃蔚囊粋€成因,因而建議特別大的澆口盡量制造,模具上只留出澆口地位或許做成空心澆口.
再說機床工作臺制殼工序:涂料消費時常常發(fā)現(xiàn)鑄件外表磕碰后變形,次要緣由是操作時不留意模組與涂料桶壁或許模組放置時太近互相碰撞也能夠形成蠟件變形初招致機床工作臺變形.另外,模殼設(shè)計厚度也會對鑄件變形有影響,如,模殼鼓脹形成鑄件尺寸與圖紙不符也是一種鑄件變形.再離開熔化工序:模殼焙燒也能夠形成機床工作臺變形,模殼焙燒時擺放不好或許疊加擺放,也有能夠形成模殼變形,招致鑄件變形;澆注零碎設(shè)計,澆注溫度,鑄件冷方式等都會形成鑄件變形.
機床工作臺工序周轉(zhuǎn),裝卸,去除澆口,還有熱處置工序鑄件的擺放,冷方式等都會形成鑄件變形.那麼,如何增加機床工作臺變形呢?首先,蠟?zāi)2荒茏冃?1,、在壓型時,嚴(yán)厲依照工藝操作,取型盡量用風(fēng);取出后立刻放入冷水中停止冷,假如有,應(yīng)設(shè)計防變形卡具或許設(shè)置冷蠟塊等,也可以在蠟件上設(shè)計防變形筋或許反變形.在蠟?zāi)9ば?取型,修型,組合前反省蠟?zāi)W冃螤顩r.2,、在涂料工序要留意模組擺放要有固定間隔,沾漿沾砂時小心操作,模殼厚度設(shè)計思索如大立體的構(gòu)造的加固.3,、模殼焙燒擺放要單層,鑄件型腔盡量不受力.機床工作臺澆注零碎設(shè)計要合理,增加鑄件受力膨脹,鑄件也是一樣,要盡量同時凝結(jié),防止因膨脹不分歧形成的鑄件內(nèi)應(yīng)力.盡量低溫出爐高溫澆注.4、機床工作臺工序間周轉(zhuǎn)要輕拿輕放,防止磕碰,熱處置時要有序擺放鑄件,防止多層,薄壁件更應(yīng)小心爲(wèi)是.
機床工作臺足夠的壓力使金屬液滲人砂粒之間較高的金屬液靜壓力頭.即由機床工作臺件澆注高度和澆注零碎構(gòu)成的壓力.如該壓力砂粒間隙之間毛細(xì)景象構(gòu)成的抵抗壓力.即尸毛=QcosO/r,式中P毛爲(wèi)毛細(xì)壓力;爲(wèi)金屬液外表張力;金屬液毛細(xì)管的潤濕角;r爲(wèi)毛細(xì)管半徑.就會構(gòu)成機床工作臺機器粘砂.靜壓力頭500mm, 機床工作臺鑄造用砂又較粗,少數(shù)會發(fā)生機器粘砂,除非上涂料.機床工作臺上式亦闡明:越大,即砂粒粒度越粗,尸毛越小,即較易發(fā)生機器粘砂.
金屬液在鑄型內(nèi)活動構(gòu)成的動壓力.機床工作臺"爆"或"嗆".即鑄型澆注時釋放的可燃?xì)怏w與空氣混兼并被火熱金屬液撲滅所構(gòu)成的動壓力.機器粘砂一經(jīng)開端,即使壓力減小,金屬液浸透還會持續(xù)停止,直到浸透金屬液前沿凝結(jié).即金屬液溫度低于固相線溫度,浸透方可中止.機床工作臺化學(xué)粘砂通常的緣由是濕型和制芯用原資料耐火度,、燒結(jié)點低;石英砂不純;機床工作臺煤粉或代用品加人缺乏;沒有運用涂料或運用不當(dāng);澆注溫渡過高;澆注不當(dāng)致使渣子進人鑄型等要素形成.
聯(lián)系人威岳機械謝女士
網(wǎng)站首頁 | 付款方式 | 關(guān)于我們 | 信息刪除 | 聯(lián)系方式 | 服務(wù)條款 | 版權(quán)隱私 | 網(wǎng)站地圖 | 專題 | 排名推廣 | 廣告服務(wù) | 積分換禮 | 網(wǎng)站留言 | RSS訂閱 | 鄂ICP備14015623號-2
愛品網(wǎng)是一個開放的平臺,,信息全部為用戶自行注冊發(fā)布!并不代表本網(wǎng)贊同其觀點或證實其內(nèi)容的真實性,,需用戶自行承擔(dān)信息的真實性,,圖片及其他資源的版權(quán)責(zé)任! 本站不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任,。
如若本網(wǎng)有任何內(nèi)容侵犯您的權(quán)益,請聯(lián)系: [email protected]
?2012-2021愛品網(wǎng) 免費信息發(fā)布平臺,,免費推廣平臺,免費B2B網(wǎng)站愛品網(wǎng) 10dcg.com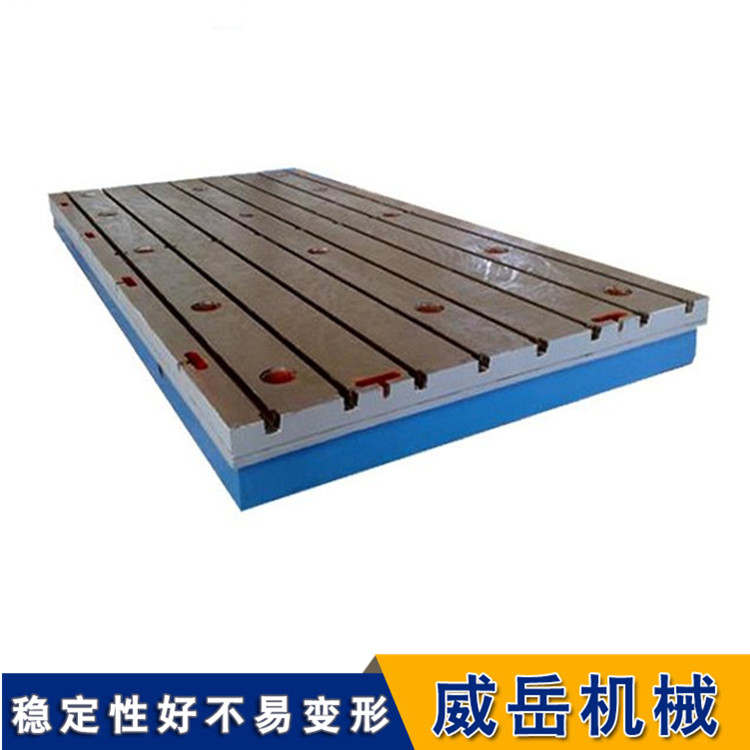


證")
證")
證")
證")