愛品網(wǎng) IPNO.CN
b2b免費(fèi)推廣平臺
掃掃有驚喜


高峰MM-1580加工中心XYZ軸CNC鋼板防護(hù)罩 |
||||||||||||||||||||
|
||||||||||||||||||||
2參數(shù)計(jì)算
在設(shè)計(jì)數(shù)控機(jī)床時,其主軸部件是需要計(jì)算的,在設(shè)計(jì)時需要整合機(jī)床運(yùn)行期間的基本參數(shù),并考慮機(jī)床的切削功率、總功率,、傳動功率等因素,然后根據(jù)要求進(jìn)行設(shè)計(jì).隨著當(dāng)今數(shù)控機(jī)床機(jī)械結(jié)構(gòu)在設(shè)計(jì)上的不斷優(yōu)化,數(shù)控機(jī)床的加工范圍也得到進(jìn)一步擴(kuò)大.在設(shè)計(jì)時,結(jié)合實(shí)際的機(jī)械結(jié)構(gòu)加工要求,、具、轉(zhuǎn)速變化狀況來進(jìn)行設(shè)計(jì)[2].
進(jìn)給設(shè)計(jì)與制造技術(shù)
進(jìn)給設(shè)計(jì)其實(shí)就是與X,、Y,、G軸有關(guān)的設(shè)計(jì),能直接影響機(jī)床的整體質(zhì)量,這是設(shè)計(jì)的核心步驟.1)X軸進(jìn)給.X軸進(jìn)給主要由伺服電機(jī),、連軸器等七大部分組成.其中,伺服電機(jī)是數(shù)控機(jī)床動力的主要來源,并能實(shí)現(xiàn)無調(diào)速;同時利用滾珠絲杠使數(shù)控機(jī)床保持直線運(yùn)動,終確定其運(yùn)動軌跡.2)Y軸進(jìn)給.Y軸進(jìn)給與X軸進(jìn)給在組成上是沒有多大區(qū)別的,也是由七部分組成,這其中伺服電機(jī)與無調(diào)速關(guān)聯(lián)密切,電機(jī)工作后,聯(lián)軸器工作,螺桿旋轉(zhuǎn),就開始直線運(yùn)動,也就帶動Y軸運(yùn)動.在設(shè)計(jì)時,要掌握好滾珠絲桿的固定和游動狀態(tài),調(diào)整好軸承支撐座,這樣就可以使數(shù)控機(jī)床在設(shè)計(jì)時的復(fù)雜度降低[3-4].3)Z軸進(jìn)給.Z軸進(jìn)給相比于X、Y軸進(jìn)給的數(shù)控機(jī)床組成少了一部分,Z軸進(jìn)給只有六部分組成,在無調(diào)速基礎(chǔ)上,可以帶動聯(lián)軸器,、螺桿旋轉(zhuǎn)的同時,絲杠螺母座也開始直線運(yùn)動.當(dāng)然在這其中,滾珠絲桿依然有固定,、自由兩種模式.這種在簡化設(shè)計(jì)的同時,還可以降低數(shù)控機(jī)床的復(fù)雜性.
3結(jié)束語
隨著數(shù)控機(jī)床在機(jī)械操作方面自動化程度的,必須對數(shù)控機(jī)床進(jìn)行相應(yīng)的系統(tǒng)化升級與優(yōu)化,只有這樣才能規(guī)范數(shù)控機(jī)床的操作,從而增加其穩(wěn)定性與系統(tǒng)性.
 為一節(jié)節(jié)的,似抽屜式伸縮.護(hù)罩在工作中分別安裝在X軸、Y軸和Z軸三處,每處的護(hù)罩形狀,、尺寸大小均不同,具體的參數(shù)請(產(chǎn)品資料再次被他人盜用)隨著制造企業(yè)的發(fā)展,數(shù)控機(jī)床與具數(shù)量,、品種的增加,傳統(tǒng)的機(jī)床具管理已不能滿足企業(yè)信息化、智能化發(fā)展的需要.為了 ,、準(zhǔn)確的識別具,、更新具偏置值,將射頻設(shè)備應(yīng)用于機(jī)床具管理已成為機(jī)床用戶的新選擇.目前具自動識別主要有兩種:1)采用PC或PLC與RFID處理器的通信,再由PC或PLC與機(jī)床通信交換信息[1,2];2)采用機(jī)床與RFID處理器直接通信.相比較而言,后者無需額外配置PC、PLC等設(shè)備,具有通信環(huán)節(jié)簡化,成本低等優(yōu)點(diǎn),是機(jī)床用戶的方案.文中以巴魯夫處理器與FANUC0iMD數(shù)控加工中心的直接通信為例,給出了系統(tǒng)硬件組成,、總線參數(shù)配置,、PMC編程方法,基于此實(shí)現(xiàn)了數(shù)控具的自動識別與偏數(shù)據(jù)的自動錄入,為機(jī)床具智能化管理提供了新思路.
為一節(jié)節(jié)的,似抽屜式伸縮.護(hù)罩在工作中分別安裝在X軸、Y軸和Z軸三處,每處的護(hù)罩形狀,、尺寸大小均不同,具體的參數(shù)請(產(chǎn)品資料再次被他人盜用)隨著制造企業(yè)的發(fā)展,數(shù)控機(jī)床與具數(shù)量,、品種的增加,傳統(tǒng)的機(jī)床具管理已不能滿足企業(yè)信息化、智能化發(fā)展的需要.為了 ,、準(zhǔn)確的識別具,、更新具偏置值,將射頻設(shè)備應(yīng)用于機(jī)床具管理已成為機(jī)床用戶的新選擇.目前具自動識別主要有兩種:1)采用PC或PLC與RFID處理器的通信,再由PC或PLC與機(jī)床通信交換信息[1,2];2)采用機(jī)床與RFID處理器直接通信.相比較而言,后者無需額外配置PC、PLC等設(shè)備,具有通信環(huán)節(jié)簡化,成本低等優(yōu)點(diǎn),是機(jī)床用戶的方案.文中以巴魯夫處理器與FANUC0iMD數(shù)控加工中心的直接通信為例,給出了系統(tǒng)硬件組成,、總線參數(shù)配置,、PMC編程方法,基于此實(shí)現(xiàn)了數(shù)控具的自動識別與偏數(shù)據(jù)的自動錄入,為機(jī)床具智能化管理提供了新思路.
網(wǎng)站首頁 | 付款方式 | 關(guān)于我們 | 信息刪除 | 聯(lián)系方式 | 服務(wù)條款 | 版權(quán)隱私 | 網(wǎng)站地圖 | 專題 | 排名推廣 | 廣告服務(wù) | 積分換禮 | 網(wǎng)站留言 | RSS訂閱 | 鄂ICP備14015623號-2
愛品網(wǎng)是一個開放的平臺,,信息全部為用戶自行注冊發(fā)布!并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,,需用戶自行承擔(dān)信息的真實(shí)性,,圖片及其他資源的版權(quán)責(zé)任! 本站不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。
如若本網(wǎng)有任何內(nèi)容侵犯您的權(quán)益,,請聯(lián)系: [email protected]
?2012-2021愛品網(wǎng) 免費(fèi)信息發(fā)布平臺,,免費(fèi)推廣平臺,免費(fèi)B2B網(wǎng)站愛品網(wǎng) 10dcg.com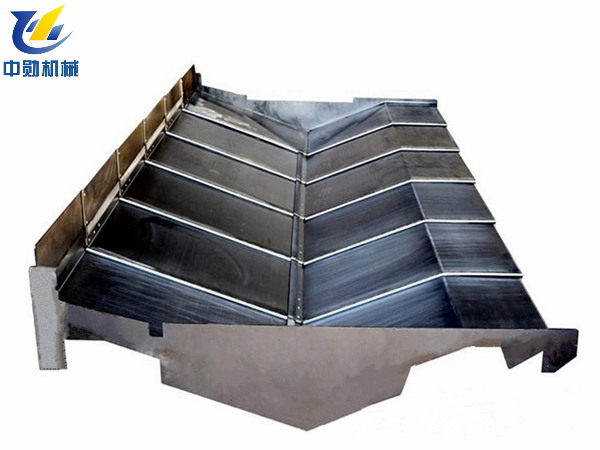





名認(rèn)證")
證")
認(rèn)證")
證")