愛品網(wǎng) IPNO.CN
b2b免費(fèi)推廣平臺
掃掃有驚喜


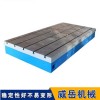
廣東T型槽地軌×3鑄鐵地軌精加工現(xiàn)貨 |
||||||||||||||||||||
|
||||||||||||||||||||
T型槽地軌上有未完全合的縫隙或洼坑的原因是?
T型槽地軌工藝過程復(fù)雜,影響T型槽地軌質(zhì)量的因素很多,往往由于原材料控制不嚴(yán),工藝方案不合理,生產(chǎn)操作不當(dāng),管理制度不完善等原因,會使T型槽地軌產(chǎn)生各種T型槽地軌問題.常見的T型槽地軌問題名稱,、特征和產(chǎn)生的原因.
常見T型槽地軌問題及產(chǎn)生原因問題產(chǎn)生的主要原因氣孔在T型槽地軌內(nèi)部或表面有大小不等的光滑孔洞①爐料不干或含氧化物,、雜質(zhì)多;②澆注工具或爐前添加劑未烘干;③型砂含水過多或起模和修型時刷水過多;④型芯烘干不充分或型芯通氣孔被堵塞;⑤春砂過緊,型砂透氣性差;⑥澆注溫度過低或澆注速度太快等
縮孔與縮松,縮孔多分布在T型槽地軌厚斷面處,形狀不規(guī)則,孔內(nèi)粗糙T型槽地軌結(jié)構(gòu)設(shè)計不合理,如壁厚相差過大,厚壁處未放冒口或冷鐵,澆注系統(tǒng)和冒口的位置不對;澆注溫度太高,合金化學(xué)成分不合格,收縮率過大,冒口太小或太少.
砂眼在T型槽地軌內(nèi)部或表面有型砂充塞的孔眼,型砂強(qiáng)度太低或砂型和型芯的緊實(shí)度不夠,故型砂被金屬液沖入型腔,合箱時砂型局部損壞,澆注系統(tǒng)不合理,內(nèi)澆口方向不對,金屬液沖壞了砂型,合箱時型腔或澆口內(nèi)散砂未清理干凈粘砂.
T型槽地軌表面粗糙,粘有一層砂粒原砂耐火度低或顆粒度太大,型砂含泥量過高,耐火度下降,澆注溫度太高,濕型T型槽地軌時型砂中煤粉含量太少干型T型槽地軌時鑄型未刷涂斜或涂料太薄.
夾砂,T型槽地軌表面產(chǎn)生的金屬片狀突起物,在金屬片狀突起物與T型槽地軌之間夾有一層型砂,型砂熱濕拉強(qiáng)度低,型腔表面受熱烘烤而膨脹開裂;砂型局部緊實(shí)度過高,水分過多,水分烘干后型腔表面開裂,澆注位置選擇不當(dāng),型腔表面長時間受高溫鐵水烘烤而膨脹開裂,澆注溫度過高,注速度太慢錯型,T型槽地軌沿分型面有相對位置錯移,模樣的上半模和下半模未對準(zhǔn);合箱時,上下砂箱錯位,上下砂箱未夾緊或上箱未加足夠壓鐵,澆注時產(chǎn)生錯箱.
冷隔,T型槽地軌上有未完全合的縫隙或洼坑,其交接處是圓滑的澆注溫度太低,合金流動性差,澆注速度太慢或澆注中有斷流;澆注系統(tǒng)位置開設(shè)不當(dāng)或內(nèi)澆道橫截面積太小;T型槽地軌壁太薄,直澆道(含澆口杯)高度不夠,澆注時金屬量不夠,型腔未充滿澆不足T型槽地軌未被澆滿裂紋,T型槽地軌開裂,開裂處金屬表面有氧化膜T型槽地軌結(jié)構(gòu)設(shè)計不合理,壁厚相差太大,冷不均勻,砂型和型芯的退讓性差,或春砂過緊,落砂過早,澆口位置不當(dāng),致使T型槽地軌各部分收縮不均勻
溫度的下降,鏜銑床平臺的比容下降.當(dāng)?shù)玫紻點(diǎn)時,由于石墨析出,鏜銑床平臺體積膨脹:如果這時冒口頸凝固,就相當(dāng)于全部利用了石墨膨脹,要求鑄型的強(qiáng)度高,如果:回填部分鐵水,壓力釋放,可以減小對鑄型的作用,但回填太多,預(yù)留的膨脹不足以克服二次收縮問題.所以,控制壓力冒口的膨脹量控制在:鏜銑床平臺冒口的補(bǔ)縮距離:由凝固部位向冒口回填鐵水的距離.逐層凝固鏜銑床平臺表面形成一個完整的外殼普通灰鑄鐵,糊狀凝固——未形成完整外殼控制壓力冒口:部分利用共晶膨脹量補(bǔ)縮T型槽地軌的二次補(bǔ)縮.鏜銑床平臺利用膨脹力使T型槽地軌內(nèi)部鐵水回填,冒口釋放"壓力".鏜銑床平臺控制回填程度使T型槽地軌內(nèi)建立適中的內(nèi)壓,用來克服二次補(bǔ)縮問題—縮松.
威岳機(jī)械銷售部謝女士竭誠為您服務(wù)!
網(wǎng)站首頁 | 付款方式 | 關(guān)于我們 | 信息刪除 | 聯(lián)系方式 | 服務(wù)條款 | 版權(quán)隱私 | 網(wǎng)站地圖 | 專題 | 排名推廣 | 廣告服務(wù) | 積分換禮 | 網(wǎng)站留言 | RSS訂閱 | 鄂ICP備14015623號-2
愛品網(wǎng)是一個開放的平臺,,信息全部為用戶自行注冊發(fā)布!并不代表本網(wǎng)贊同其觀點(diǎn)或證實(shí)其內(nèi)容的真實(shí)性,,需用戶自行承擔(dān)信息的真實(shí)性,,圖片及其他資源的版權(quán)責(zé)任! 本站不承擔(dān)此類作品侵權(quán)行為的直接責(zé)任及連帶責(zé)任。
如若本網(wǎng)有任何內(nèi)容侵犯您的權(quán)益,,請聯(lián)系: [email protected]
?2012-2021愛品網(wǎng) 免費(fèi)信息發(fā)布平臺,,免費(fèi)推廣平臺,免費(fèi)B2B網(wǎng)站愛品網(wǎng) 10dcg.com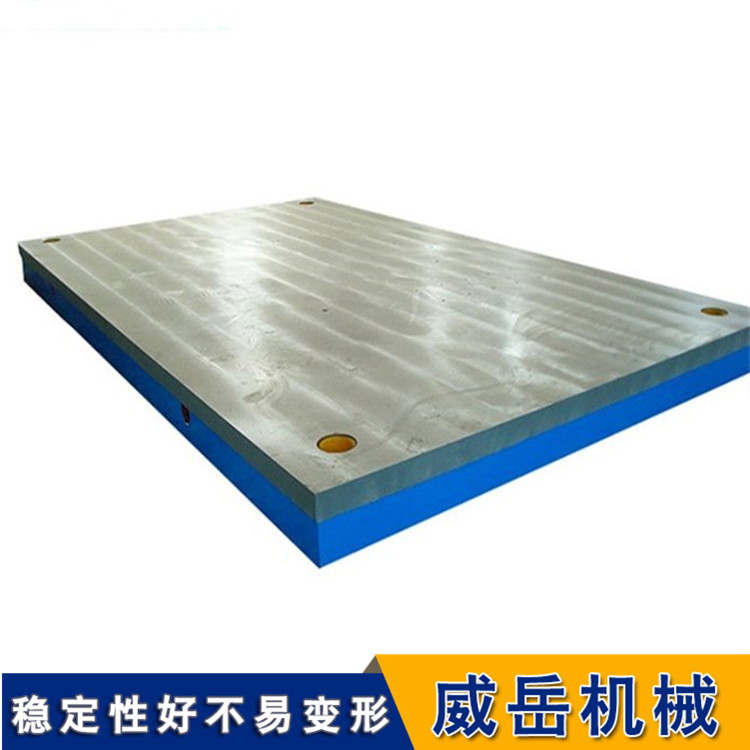



名認(rèn)證")
證")
認(rèn)證")
證")